搜索到
7
篇与
的结果
-
 点焊为什么会产生毛刺?为什么处理毛刺?应当如何解决优化。 在汽车的制造过程中,点焊是应用最为广泛的焊接工艺方式,在汽车车身工艺中,点焊占比高达90%,并且焊接毛刺是车身工艺中最常见的一种缺陷。电焊毛刺如果没有被打磨干净,会造成车内铺设的线束老化过快、自燃及断裂等缺陷,从而对驾驶员的生命安全造成威胁。因此研究焊接毛刺产生的原因和机理有着重大的意义! 焊接过程简介点焊是电阻焊的一种,是将被焊工件压紧于两电极间,并利用电流流经工作接触面及邻近区域产生的电阻热,使其加热到融化和塑形状态,使工件结合的一种方法。点焊主要过程有如下4个阶段:预压阶段:将待焊的工件搭接起来置于上下铜电极之间,然后施加一定的压力,将工件压紧。焊接时间:焊接电流通过工件,有电阻热将两工件接触表面加热到熔化温度,并逐渐向四周扩大形成熔核。 维持时间:当熔核尺寸达到所要求大小时,切断电流,压力继续保持,熔核在电极压力下冷却结晶成焊点。 休止时间:焊点形成后,电极提起,压力卸掉,完成焊接,等待下一个工件。焊接毛刺产生的原因及机理板件间距的影响:板件间距较大,靠焊钳力夹紧时,不能形成均匀的电流通道,可能接触的只是一部分,电流密度较大,从而形成爆焊,爆焊肯定有毛刺和飞溅。影响板件间距的因素有以下几点:◆车身是一个极其复杂的工件;◆冲压件模具尺寸精度的影响;◆夹具精度的影响;◆焊枪预压时间的影响。目前的解决方案一般有:◆出现问题立刻警告侧围及总拼前段各个工位,保证板件结合紧密。◆在最后统一对所有焊点进行打磨,保证去除焊接毛刺。电极与工件接触的影响:◆电极头修磨不到位,与工件接触不紧密时,容易产生毛刺。解决措施:◆进行机器人保养;机器人焊枪每周维护一次,主要维护电极杆,感应器,软连接等;◆月度保养:紧固螺丝、查看线束套是否磨损,传感器是否灵敏;工件表面不清洁的影响:工件表面不清洁容易使局部电阻较大,从而使电阻热较大,容易形成飞溅和毛刺。在车身工艺实际生产过程中,工件容易沾染一些油污或者脏东西,这也会有助于形成毛刺。解决措施:◆表面清洁工艺:在来料时进行,人工点焊时会用抹布将焊点处擦拭干净,机器人点焊时无表面清洁工艺。◆在最后统一对所有焊点进行打磨,保证去除焊接毛刺。焊接参数选择问题的影响:电流要合适,太大的电流会造成飞溅、毛刺、焊穿等缺陷,太小的电流可能融核直径不够,造成焊接强度不够。(在车身工艺中,电焊的工艺参数首先得经过工程人员无数次的实验和验证得到,并通过调试进行工艺确认,工艺参数一般都符合要求)线束分类及焊接毛刺对线束的影响传统动力车型线束分为:发动机舱线束、发动机线束、仪表线束、中控线束、四门线束、顶棚线束、座椅线束等。新能源车型线束分为:电机舱线束、电机线束、动力电池线束、仪表线束、中控线束、四门线束、顶棚线束、座椅线束等。以下是三种典型线束示例: 上述示意图中,以右前门框为例,在右前门框三处存在着毛刺,铺设线束的过程中,线束不可避免经过了这些存在焊点毛刺的区域,可以预见如果这些焊点区域存在的毛刺、焊渣等缺陷没有打磨干净,那么这些缺陷会对车内线束会有较大的破坏。焊接毛刺对线束的影响线束烧蚀由于汽车是在复杂环境下使用的工具,毛刺及焊渣会与线束产生较强的摩擦,从而导致线束的烧蚀; 线束断路、短路及接触不良线束断路、短路及接触不良焊点毛刺在外力的冲击下会引起绝缘层的破裂,导致线束短路、短路等故障。 线束老化点焊毛刺与线束外套之间的磨损会使得线束长期处在高温的条件下,加速线束老化。
点焊为什么会产生毛刺?为什么处理毛刺?应当如何解决优化。 在汽车的制造过程中,点焊是应用最为广泛的焊接工艺方式,在汽车车身工艺中,点焊占比高达90%,并且焊接毛刺是车身工艺中最常见的一种缺陷。电焊毛刺如果没有被打磨干净,会造成车内铺设的线束老化过快、自燃及断裂等缺陷,从而对驾驶员的生命安全造成威胁。因此研究焊接毛刺产生的原因和机理有着重大的意义! 焊接过程简介点焊是电阻焊的一种,是将被焊工件压紧于两电极间,并利用电流流经工作接触面及邻近区域产生的电阻热,使其加热到融化和塑形状态,使工件结合的一种方法。点焊主要过程有如下4个阶段:预压阶段:将待焊的工件搭接起来置于上下铜电极之间,然后施加一定的压力,将工件压紧。焊接时间:焊接电流通过工件,有电阻热将两工件接触表面加热到熔化温度,并逐渐向四周扩大形成熔核。 维持时间:当熔核尺寸达到所要求大小时,切断电流,压力继续保持,熔核在电极压力下冷却结晶成焊点。 休止时间:焊点形成后,电极提起,压力卸掉,完成焊接,等待下一个工件。焊接毛刺产生的原因及机理板件间距的影响:板件间距较大,靠焊钳力夹紧时,不能形成均匀的电流通道,可能接触的只是一部分,电流密度较大,从而形成爆焊,爆焊肯定有毛刺和飞溅。影响板件间距的因素有以下几点:◆车身是一个极其复杂的工件;◆冲压件模具尺寸精度的影响;◆夹具精度的影响;◆焊枪预压时间的影响。目前的解决方案一般有:◆出现问题立刻警告侧围及总拼前段各个工位,保证板件结合紧密。◆在最后统一对所有焊点进行打磨,保证去除焊接毛刺。电极与工件接触的影响:◆电极头修磨不到位,与工件接触不紧密时,容易产生毛刺。解决措施:◆进行机器人保养;机器人焊枪每周维护一次,主要维护电极杆,感应器,软连接等;◆月度保养:紧固螺丝、查看线束套是否磨损,传感器是否灵敏;工件表面不清洁的影响:工件表面不清洁容易使局部电阻较大,从而使电阻热较大,容易形成飞溅和毛刺。在车身工艺实际生产过程中,工件容易沾染一些油污或者脏东西,这也会有助于形成毛刺。解决措施:◆表面清洁工艺:在来料时进行,人工点焊时会用抹布将焊点处擦拭干净,机器人点焊时无表面清洁工艺。◆在最后统一对所有焊点进行打磨,保证去除焊接毛刺。焊接参数选择问题的影响:电流要合适,太大的电流会造成飞溅、毛刺、焊穿等缺陷,太小的电流可能融核直径不够,造成焊接强度不够。(在车身工艺中,电焊的工艺参数首先得经过工程人员无数次的实验和验证得到,并通过调试进行工艺确认,工艺参数一般都符合要求)线束分类及焊接毛刺对线束的影响传统动力车型线束分为:发动机舱线束、发动机线束、仪表线束、中控线束、四门线束、顶棚线束、座椅线束等。新能源车型线束分为:电机舱线束、电机线束、动力电池线束、仪表线束、中控线束、四门线束、顶棚线束、座椅线束等。以下是三种典型线束示例: 上述示意图中,以右前门框为例,在右前门框三处存在着毛刺,铺设线束的过程中,线束不可避免经过了这些存在焊点毛刺的区域,可以预见如果这些焊点区域存在的毛刺、焊渣等缺陷没有打磨干净,那么这些缺陷会对车内线束会有较大的破坏。焊接毛刺对线束的影响线束烧蚀由于汽车是在复杂环境下使用的工具,毛刺及焊渣会与线束产生较强的摩擦,从而导致线束的烧蚀; 线束断路、短路及接触不良线束断路、短路及接触不良焊点毛刺在外力的冲击下会引起绝缘层的破裂,导致线束短路、短路等故障。 线束老化点焊毛刺与线束外套之间的磨损会使得线束长期处在高温的条件下,加速线束老化。 -
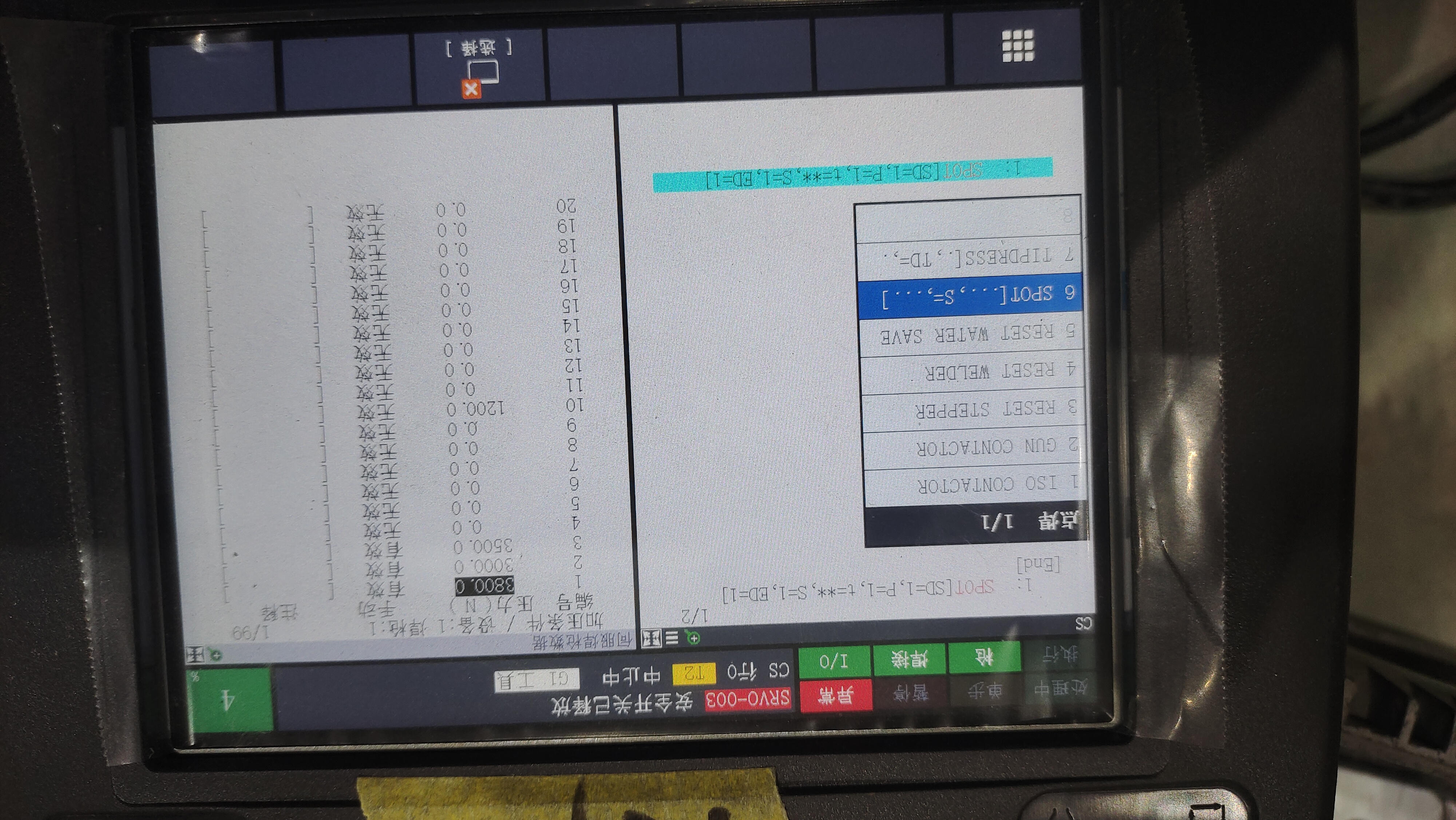
FANUC机器人点焊工艺两步法修磨说明 如下图所示的是两步法轨迹完整修磨程序 6-9行为机器人运动到修磨器上方轨迹。 10行call的是一个空加压的程序,是为了防止在修磨前电极帽脱落导致电极臂被修磨器误修。11-12行修磨器电机旋转 修磨器通气。修磨压力经验分享16行修磨加压指令P(图中调用的是10也就是压力编号)钢点焊修磨压力通常为800-1200N(主要根据实际生产观察电极帽端面是否修净来增加或减少压力)根据过往经验当修磨压力达到1000N左右时电极帽端面容易出现印花(有印花通常可以使用降低压力增加修磨时间来处理解决)如果零件是外观件对焊点要求极高,可以使用2-5次加压次数,例如先800N压力修一次(目的将电极帽端面修净),第二次加压来一个300~400N的压力(目的将印花修掉),如果两次修还没有改善,就再增加一次修磨再来两个小压力修磨(但同时需注意现场对修磨节拍是否有关注)以此类推,一般非外观件不会对焊点印花有过多要求。t也就是修磨器刀片厚度两步修磨程序详细设置22行call的TW_UPD01(1,0)也就是两步法旧帽补偿的系统程序程序后缀(1,0)其中1代表的是枪号,0代表的是旧帽补偿。两步法修模在刚开始做的时候需要将补偿点和打板点设置首先找到TW_MV2PT两步法系统自带程序进入如图所示 32行补偿点机器人状态点位如图所示 35行打板点机器人状态点位如图所示 以上做好后还需设置修模时间设置-设置2-电击头修模 如下图所示设置时间为1200毫秒一般通常为800~1500毫秒 最后重点总结修磨压力一定要调用正确,一定要设定修磨压力并改为有效,修模时间一定要设置(否则容易出现电极帽修不干净的现象,如果量产时容易出现大批量虚焊万不可粗心),做好修模后一定要使用油笔在电极帽端面均匀涂满,再调用做好的修磨验证是否能修干净。
-
-
-